国内销售热线:
0531-85766911 0531-85766101
传真:0531-85765600
国际销售热线:0086-531-84875569
传真:0086-531-84875519
E-mail:mfw.jn@126.com
Web:http://www.jncgma.com
地址:山东省济南市商河县经济开发区商西路12号
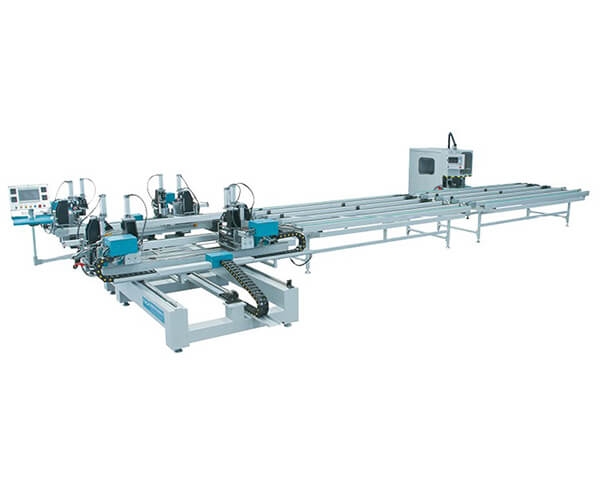
塑料门窗焊接类设备的组装,应满足相关标准,针对组装中遇到的各种工艺问题,应从机械原理、设备结构、设备参数的设置、设备的合理调整及型材材质、几何尺寸精度、工作环境、操作方法等方面分析排除。基本的检修思路是:故障调查、气路分析、电路分析、断气检查、断电检查、通气检查、通电检查等。下面列表举例说明塑料门窗焊接类设备的常见故障及排除方法:

故障 | 原因 | 分析问题 | 排除方法 |
加热板 不升温 | 加热板损坏 | 加热板内部加热丝断路 | 更换加热板 |
继电器问题 | 中间继电器线圈损坏 | 更换继电器 | |
固态继电器损坏 | 更换继电器 | ||
温控表问题 | 温控表本身损坏 | 更换温控表 | |
温控表内部参数紊乱 | 调整温控表参数 | ||
线路及保险问题 | 加热板处接线不牢固 | 重新接线 | |
缺相 | 检查线路 | ||
保险损坏或接触不良 | 更换或检查 | ||
加热旋钮问题 | 旋钮本身没有接通电源 | 维修或更换 | |
加热板升温慢或升不到设定温度 | 电压问题 | 电源电压低于220V | 检查外部线路 |
温控表故障 | 温控表内部参数紊乱 | 调节温控表参数 | |
温控表 温度失控 | 热电偶问题 | 热电偶损坏 | 更换热电偶 |
温控表问题 | 温控表本身失控 | 更换温控表 | |
继电器问题 | 继电器长期使用触点粘连 | 更换继电器 | |
整机带电 | 加热板问题 | 加热板接线柱部位长期使用使接线柱周围有部分氧化物造成漏电 | 处理接线柱周围氧化物 |
加热板内部绝缘不好 | 更换焊板 | ||
线路问题 | 导线中有绝缘层被破坏 | 检查更换线路 | |
焊角错位 | 定位靠板调整问题 | 前后定位板位置不对 | 调整 |
压板压力问题 | 压紧力过大型材变形 | 调节压板压力 | |
压力过小型材移位 | 调整压板压力 | ||
工进气缸进退不同步 | 气缸工进速度不一致 | 调整气缸速度 | |
熔化量问题 | 型材上下熔量不一致 | 调整加热板垂直 | |
调整靠板高度 | |||
型材几何尺寸超差 | |||
放置型材问题 | 型材本身放置位置不对 | 重新放置型材 | |
熔化量熔化温度问题 | 温控表显示温度以在240 - 270度为宜 | 选择适宜温度 | |
熔化量、熔化时间问题 | 熔化量过小,熔化时间短 | 将熔量调整至6mm左右,熔化时间调至25 - 35秒 | |
型材锯切角度问题 | 锯切角度大于45度或小于45度 | 调整锯切类锯切角度 | |
垫板问题 | 因垫极配置不合适造成焊接状态不佳 | 更换合适垫板 | |
进给压力问题 | 二次进给压力过小 | 应将二次进给压力调整到0.5MPa以上 | |
挤压量 | 挤压量过大或过小 | 应调整保压间隙 | |
挤压时间 | 挤压时间过长或过短 | 应调整至25 - 35秒 | |
操作工艺问题 | 因操作不当造成焊接不好 | 按合理操作工艺操作 | |
加热极调整问题 | 下定位焊机加热板藩不到位 | 调节气缸缓冲以及气缸行程 | |
焊布问题 | 焊布粘型材 | 更换 | |
型材问题 | 型材材质不符合质量要求 | 更换型材 | |
焊接 尺寸超差 | 定位靠板问题 | 前后靠板相对位置不对 | 调整前后靠板相对位置 |
熔化量、挤压量问题 | 检查熔化、挤压量是否符合焊接标准 | 调整各定位间隙、加热间 | |
隙、保压间隙使其达到要求 | |||
气源压力调整问题 | 前后压钳压力过小或进给压力过大 | 调节前后压力在0.35 - 0.45MPa,调节进给压力在0.2 - 0.3MPa | |
操作问题 | 型材放置不妥而造成焊接超差 | 正确放置型材,使其平稳靠实 | |
压紧装置问题 | 压钳应安装平行,且各相对位置应正确 | 调整上下压钳位置,使其达到位置要求 | |
焊机 操作失灵 | PC机问题 | PC机本身有故障 | 更换 |
PC机程序紊乱 | 重新输入程序 | ||
机器 操作失灵 | 电器元件问题 | 按钮、继电器等电器元是否损坏 | 更换按钮等电器元件 |
气路问题 | 检查各气路连接是否正确 | 按气动原理图连接气路 | |
线路故障 | 应将急停按钮断开,检查 | ||
急停按钮是否断开 | 保险管是否烧坏,参照电气原理接线图,检查接线 是否正确 | ||
 | 山东省济南市商河县经济开发区商西路12号 |
 | mfw.jn@126.com |
 | http://www.jncgma.com |
 | 0531-85766911 85766101 |
 |  |
| 扫一扫关注我们 | 扫一扫关注我们 |

 CN
CN EN
EN